Neue Projekte, die unter Verwendung von parametrischen 3D-Programmen untersucht und entwickelt wurden, werden von der technischen Abteilung zum Leben erweckt, dann wird eine Bemusterung durchgeführt, um das Produkt zu testen und zu zertifizieren. Nach dem positiven Ergebnis der Tests wird die Serienproduktion wie folgt durchgeführt: mechanische Drehoperationen mittels numerisch gesteuerter Drehmaschinen und mechanische Fräsoperationen mit mehrachsigen Bearbeitungszentren; WIG- und MIG-Schweißen mit Roboter; mechanische Nachbearbeitung und Polier.
Nach Abschluss der notwendigen Bearbeitung, werden alle Komponenten, die in automatischen Vertikallagern gelagerten sind, gemäß den Bestellangaben abgeholt und montiert. Nach der Montage werden die Ventile zu 100 % geprüft und anschließend registriert. Der gesamte Produktionsprozess wird ständig von der Qualitätskontrolle überwacht.
Ein Prozess mit Liebe zum Detail
Gestaltung
drehbearbeitung und fräsbearbeitung
schweißen
nachbearbeitung
montage und prüfung
qualitätkontrolle
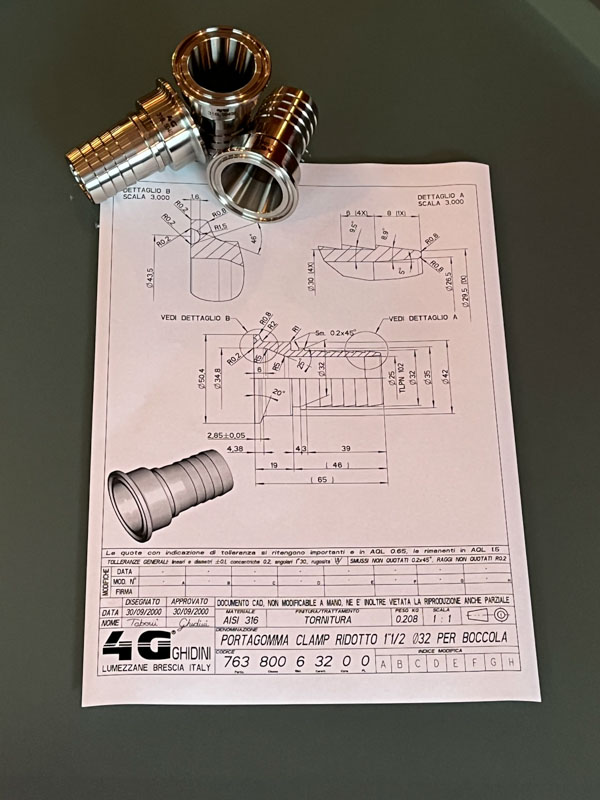
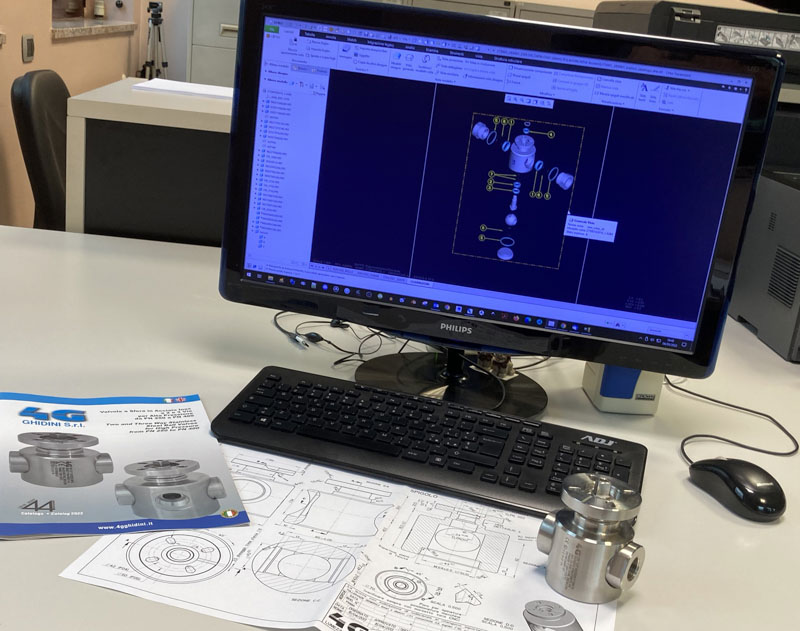
Gestaltung
Die Schaffung von 4G® GHIDINI Kugelhähnen und Verschraubungen aus Edelstahl beginnt mit der Gestaltung und der Entwicklung des neuen Artikels von unserer technischen Abteilung mittels parametrischer 3D-Programme. Anschließend wird eine Vor-serie in Produktion gesetzt, um den Produktionszyklus zu definieren und zu optimieren und die damit verbundenen Tests durchzuführen, die auf die Erlangung der Produktzertifizierung abzielen.
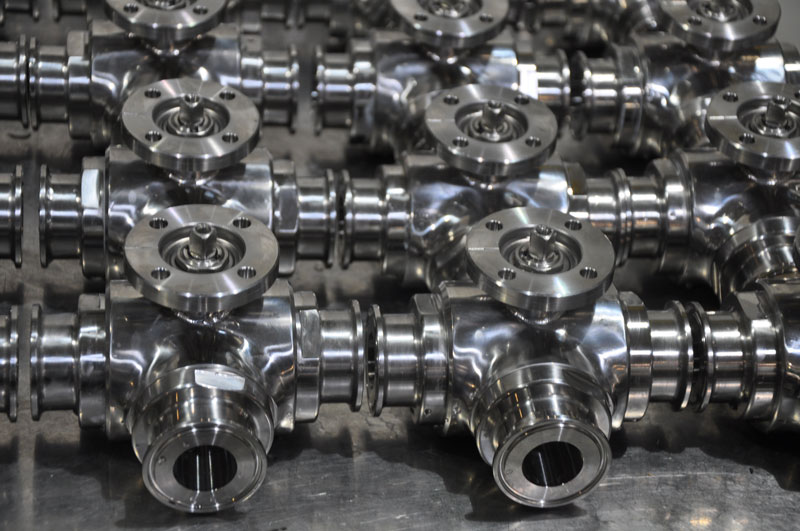
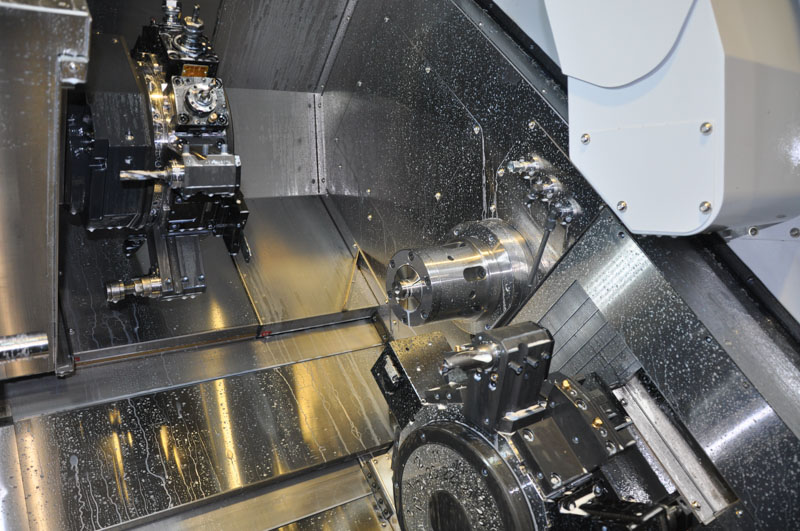
Drehbearbeitung und fräsbearbeitung
Alle unsere Artikel werden aus Stange durch mechanische Bearbeitungen zur Spanentfernung mit Hilfe von Maschinen der neuesten Generation wie numerisch gesteuerten Drehmaschinen und mehrachsigen Fräszentren hergestellt.
schweißen
Das WIG- und MIG-Schweißen der Halbzeuge erfolgt mit Robotern, die die Vereinigung mehrerer Komponenten unterschiedlicher Größe und Geometrie ermöglichen, um einen komplexen Ventilkörper zu erhalten.
nachbearbeitung
Die verschiedenen hergestellten Komponenten gelangen dann in die Nachbearbeitung Abteilung, wo sie durch mechanisches Polieren den besonderen Glanz erhalten, der unsere Kugelhähne auszeichnet. Die erhaltenen Teile werden vor der Lagerung im Lager einer Wasch- und Entfettungsverarbeitung unterzogen.
montage und prüfung
Die Komponenten, die in automatischen Vertikallagern gelagerten sind, werden gemäß den Bestellangaben abgeholt und montiert; anschließend werden unsere Kugelhähne 100 % geprüft und, nach dem positiven Ergebnis, lasermarkiert mit Beschreibungs- und Verwendungsinformationen und Seriennummer, um die Rückverfolgbarkeit zu gewährleisten.
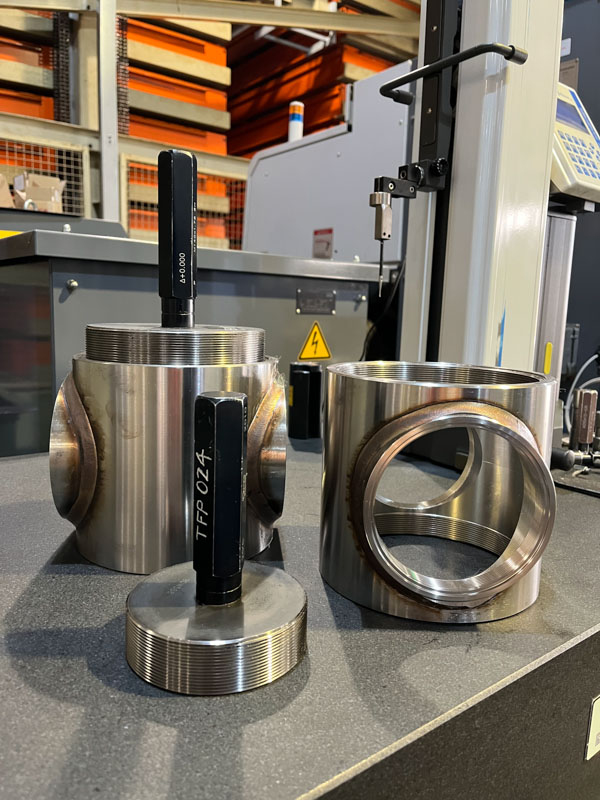
qualitätkontrolle
Der gesamte Produktionsprozess wird von der Qualitätskontrolle überwacht, vom Eingang des Rohstoffs über die verschiedenen mechanischen Prozesse bis zum fertigen Produkt.
Eine komplette reihe von ventilen
Unser Produktkatalog besteht aus 2 und 3 Wege mit „T“ oder „L“ Bohrung Kugelhähnen aus aisi 304L und 316L Edelstahlstange, manuell betrieben oder ISO 5211 bereit für Automatisierung, Nadelventilen, Durchflussregulierventilen und Messegerät, Verschraubungen aus aisi 304L und 316L Edelstahlstange, einfacher und doppelter Effekt pneumatischen Antrieben aus Aluminium und Edelstahl, Endschaltern und Magnetventilen. Alle Anschlüsse entsprechen den internationalen Vorschriften. Standard- und Integraldichtungen aus rein modifiziert PTFE, PTFE mit Glas, PTFE mit Carbografit, PTFE mit Inox, UHMW und Devlon. Temperaturbereich -45+200°C und Drücke von PN10 bis PN400. ATEX II 2 G-D T4 Zone 1-21 konform.